Fasteners belong to general basic parts, usually also called "standard parts". For some fasteners with high strength and precision, surface treatment is even more important than thermal treatment. All kinds of fasteners used in a large number of mechanical equipment, almost all need to be assembled after surface treatment, in order to achieve anticorrosion, decoration, wear resistance, reduce friction coefficient and other effects, and inorganic surface treatment electrogalvanizing and hot galvanizing is a cathodic protection coating technology.
The principle of electrogalvanizing steel fastener products is the use of electrolysis, the formation of uniform, dense, well-combined metal or alloy deposition layer on the surface of the workpiece, the formation of a layer of coating on the steel surface, in order to achieve the protection of steel corrosion process. Therefore, electrogalvanized coating is a directional movement from the positive electrode to the negative electrode using current. Zn2+ in the electrolyte is nucleated, grown and deposited on the substrate under the action of potential to form a galvanized layer. In this process, there is no diffusion process between zinc and iron. From microscopic observation, it must be a pure zinc layer. In essence, hot dip galvanized iron-zinc alloy layer and pure zinc layer, and galvanized only a layer of pure zinc layer, so, with iron-zinc alloy layer from the coating is mainly based on the identification of the coating method, suitable for galvanized fasteners, steel wire, steel pipe and other products. Metallographic method and XRD method are used to detect the coating to distinguish electrogalvanizing and hot galvanizing, and to give guidance for failure analysis.
There are two methods to identify electrogalvanizing and hot galvanizing coatings. One is the metallographic method: the metallographic method is not limited by the content range and sample size, and is suitable for all electrogalvanizing and hot galvanizing products. The other one is X-ray diffraction method: applicable to the diameter of more than 5mm plating bolts and nuts in the hexagonal plane; The outer diameter is greater than 8mm steel pipe surface radian products, to ensure that the sample can be made into the minimum size of 5mm×5mm surface flat sample, and all kinds of coating products. Can confirm the crystal structure of the coating content ≥5% phase. Samples with very thick pure zinc deposits are not suitable for X - ray diffraction.
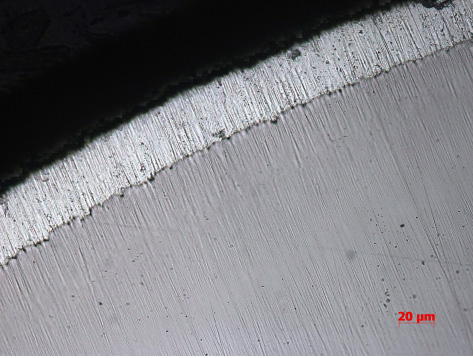
electrogalvanizing

hot galvanizing coatings
Post time: Sep-15-2022